电 话:153 6100 6607
电 话:133 2299 1150
邮 箱:tdinfo@163.com
网 址:www.tdindustries.cn
地 址:深圳市大鹏新区佳兆业广场2栋1703室
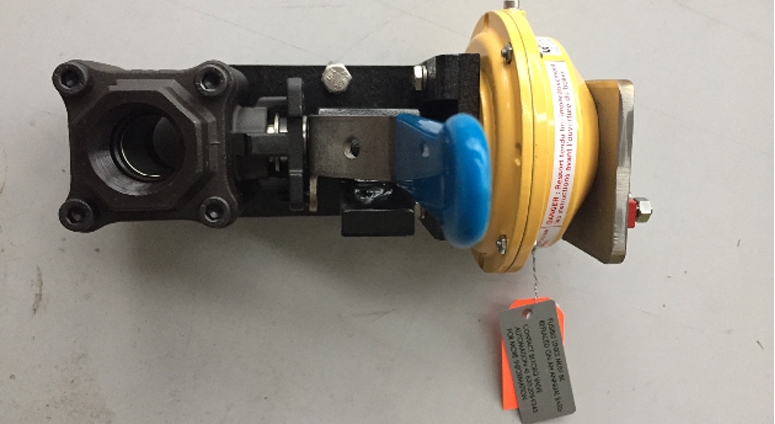
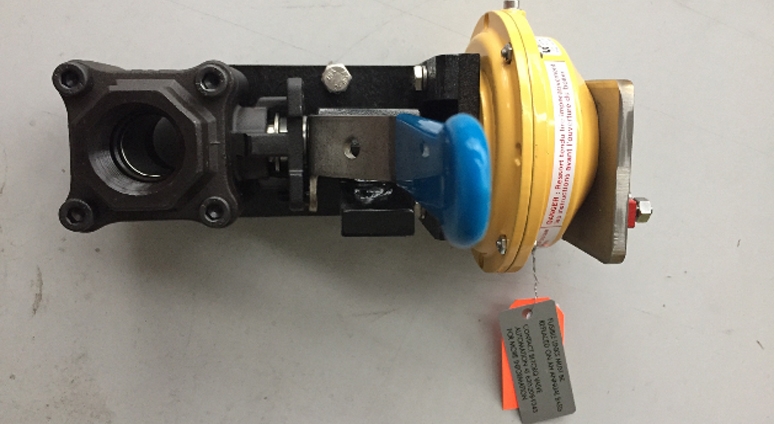
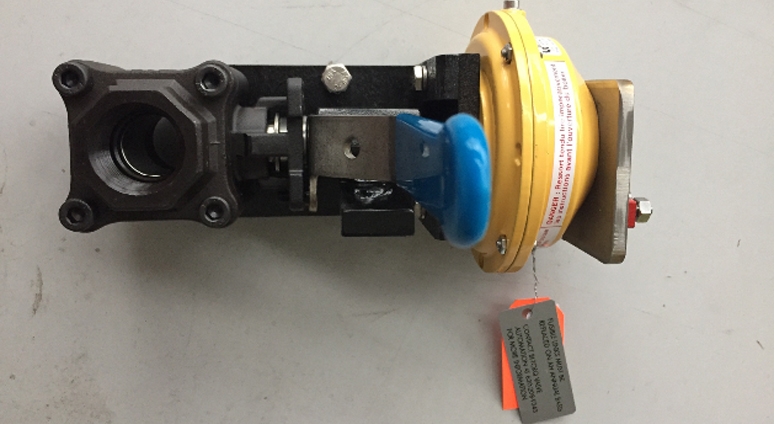
一、FM认证熔断阀概述
FM认证熔断阀主要用于防止火灾蔓延和控制系统压力。这类阀门在高温或异常情况下会自动熔断,切断介质流动,保护管道系统和设备安全。FM认证确保了产品在性能、可靠性和安全性方面达到国际标准,广泛应用于石油化工、电力、制药等高风险行业。
二、安装前准备工作
1. 现场勘察与规划
安装前需对现场进行勘察,确认管道走向、空间尺寸和周边环境。测量并记录管道直径、工作压力、介质温度等关键参数,确保所选熔断阀型号与系统匹配。同时检查安装位置是否便于操作和维护,预留足够空间。
2. 工具与材料准备
准备齐全安装所需工具:管钳、扳手、水平仪、测量尺、密封胶、螺栓紧固工具等。检查阀门及配件是否完好无损,核对FM认证标志和产品合格证。准备适当的个人防护装备(PPE),包括手套、护目镜和安全鞋。
3. 系统隔离与排空
关闭上游和下游阀门,排空管道内介质。对于易燃易爆或有毒介质,需进行吹扫和惰性气体置换,确保作业环境安全。设置明显的警示标志,防止误操作。
三、详细安装步骤
1. 定位与对中
根据设计图纸确定安装位置,用记号笔在管道上标出切割线。
使用管道切割工具切除相应长度管段,切口应平整无毛刺。
清理管道端面,去除氧化层和杂质,确保密封面清洁。
将熔断阀置于预定位置,使用水平仪调整至完全水平或垂直(根据设计要求)。
2. 阀门连接
对于法兰连接型:
检查法兰密封面是否完好,安装新垫片(材质需与介质兼容)
对齐法兰螺栓孔,先手动旋入所有螺栓
按对角顺序逐步紧固螺栓,达到规定扭矩值
使用扭矩扳手进行紧固,确保受力均匀
对于螺纹连接型:
在螺纹部位缠绕密封带或涂抹密封胶
手动旋入至无法转动后,用管钳继续紧固1-1.5圈
注意不要过度拧紧导致阀体变形
对于焊接连接型:
采用氩弧焊或符合工艺要求的焊接方式
焊接前做好阀芯保护,防止高温损坏内部元件
控制层间温度,避免热影响区过大

3. 方向确认与调整
检查阀门流向标志,确保安装方向与介质流动方向一致
对于有特殊结构要求的熔断阀(如止回功能),需特别注意方向性
确认熔断元件朝向易于观察和维护的位置
4. 支撑与固定
根据阀门重量和管道系统特点安装适当支撑
重型阀门需独立支撑,不得由管道承重
使用防震支架或弹性吊架,减少振动影响
确保支撑结构不会限制阀门的热膨胀位移
四、安装后检查与测试
1. 目视检查
确认所有连接部位无泄漏迹象
检查阀门操作机构是否灵活无卡阻
验证熔断指示装置是否处于正常状态
确保铭牌信息清晰可见,未被遮挡
2. 压力测试
进行分段压力试验,先低压后高压
缓慢升压至1.5倍工作压力,保压时间不少于30分钟
检查阀体、连接处有无渗漏或异常变形
测试后缓慢泄压,避免水锤效应
3. 功能测试
模拟熔断条件测试自动切断功能(如适用)
验证手动操作机构(如有)是否正常工作
检查信号反馈装置(如配备)是否准确传输状态
五、安全注意事项
严禁在带压状态下进行安装或拆卸作业
特殊介质(腐蚀性、有毒等)需采取额外防护措施
高空作业要系安全带并使用合格脚手架
电气设备安装应符合防爆区域分类要求
安装完成后及时清理现场,移除所有工具和多余材料
文章内容来源于网络,如有问题请和我联系删除!